

 0902.635.491
0902.635.491 



Kỹ Thuật Thay Thế Corner Casting và Corner Post Container
- T5, 01 / 2026
Hướng Dẫn Kỹ Thuật Thay Thế Corner Casting (Gù) và Corner Post (Trụ Góc) Container
Hệ thống khung container, đặc biệt là Trụ góc (Corner Post) và Gù (Corner Casting), đóng vai trò như “xương sống” chịu lực cho toàn bộ kết cấu. Đây là những vị trí chịu tải trọng lớn nhất khi xếp chồng (stacking) và là điểm kết nối duy nhất khi nâng hạ hàng hóa.
Do thường xuyên chịu va đập và áp lực, gù và trụ góc là hai bộ phận dễ bị tổn thương nhất (móp méo, nứt gãy, biến dạng). Việc thay thế không đúng kỹ thuật không chỉ làm giảm tuổi thọ vỏ container mà còn gây nguy hiểm nghiêm trọng trong quá trình vận hành cảng.
-
Các công đoạn chuẩn bị (Preparation)
Trước khi can thiệp vào kết cấu chịu lực, khâu chuẩn bị quyết định 50% sự thành công của mối hàn và độ chính xác của kích thước.
Dụng cụ và thiết bị
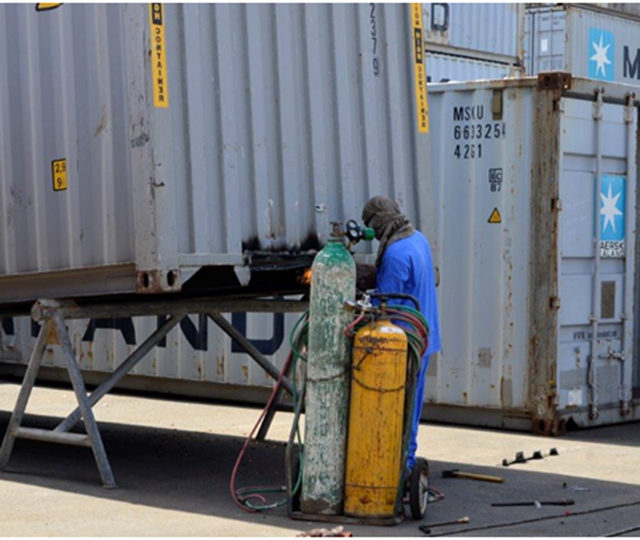
– Thiết bị cắt: Máy cắt Plasma hoặc bộ hàn cắt gió đá (Oxy-Gas) để cắt bỏ thép dày.
– Thiết bị hàn: Máy hàn MIG/MAG công suất lớn (do thép container khá dày) hoặc máy hàn que (sử dụng que hàn chịu lực E7018 cho độ ngấu cao).
Thiết bị hỗ trợ:
– Kích thủy lực (con đội) và gối đỡ (ke đỡ) chịu tải trọng lớn.
– Máy mài góc, máy chà nhám.
– Dụng cụ đo: Thước cuộn (tối thiểu 7.5m), thước nivo, thước vuông cơ khí.
Phụ tùng container thay thế (Spare Parts)
– Corner Casting (Gù): Phải đạt chuẩn ISO 1161.
– Lưu ý: Gù container có 8 cái chia làm 4 loại riêng biệt: Trên Trái (Top-Left), Trên Phải (Top-Right), Dưới Trái (Bottom-Left), Dưới Phải (Bottom-Right). Tuyệt đối không lắp lẫn lộn vì lỗ xỏ gù có hướng vát khác nhau.
– Corner Post (Trụ góc): Sử dụng thép Corten A (thép kháng thời tiết) hoặc tương đương, độ dày thường là 6.0mm – 9.0mm tùy loại container (GP hay HC). Biên dạng trụ phải trùng khớp với trụ gốc.
An toàn lao động
– Khu vực thi công phải có bình chữa cháy (đặc biệt khi làm việc gần sàn gỗ container dễ bắt lửa).
– Thợ hàn phải có chứng chỉ hoặc tay nghề cao, trang bị đầy đủ kính hàn, găng tay da, giày bảo hộ.

-
Quy trình kỹ thuật chi tiết (Step-by-Step)
Bước 1: Khảo sát, Làm rỗng và Chống đỡ (Inspection & Support)
Đây có thể coi là bước quan trọng nhất để đảm bảo an toàn.
Làm rỗng: Tuyệt đối không thực hiện cắt trụ chịu lực khi trong container còn hàng hóa.
Chống đỡ (Jacking & Shoring):
– Đặt kích thủy lực hoặc trụ đỡ phụ ngay bên cạnh vị trí trụ góc cần thay thế.
– Kích nhẹ để “giải phóng tải trọng” khỏi trụ góc cũ, đảm bảo khung trên (top side rail) và khung dưới (bottom side rail) được giữ cố định, không bị sụp xuống khi cắt trụ.
Mẹo: Nếu thay gù dưới, cần kê container cao lên khỏi mặt đất khoảng 40-50cm để dễ thao tác hàn đáy.
Bước 2: Cắt bỏ phần hư hỏng (Removal)
– Đánh dấu: Dùng phấn kỹ thuật kẻ đường cắt. Nếu chỉ thay một đoạn trụ, hãy cắt theo đường zíc-zắc hoặc vát chéo thay vì cắt ngang bằng để tăng chiều dài đường hàn và khả năng chịu lực.
– Cắt: Sử dụng mỏ cắt gió đá hoặc plasma cắt bỏ phần gù/trụ hỏng.
Lưu ý: Cẩn thận khi cắt gần khu vực ván sàn và vách tôn. Nên dùng tấm chắn nhiệt để bảo vệ sàn gỗ không bị cháy xém.
Tháo dỡ: Loại bỏ phần thép vụn và gù cũ ra khỏi khung.
Bước 3: Vệ sinh và Tạo mép hàn (Surface Preparation)
Chất lượng mối hàn phụ thuộc vào độ sạch của bề mặt.
– Mài sạch: Dùng máy mài loại bỏ toàn bộ xỉ cắt, sơn cũ, rỉ sét ở khu vực khung còn lại (khoảng 2-3cm tính từ mép cắt).
– Vát mép (Beveling): Đây là kỹ thuật bắt buộc đối với thép dày.
Mài vát cạnh của trụ mới và trụ cũ (hoặc gù mới) một góc 30-45 độ (tạo rãnh chữ V).
Việc này giúp que hàn/dây hàn ngấu sâu vào trong lõi thép, đảm bảo liên kết đồng nhất, tránh nứt gãy về sau.
Bước 4: Gá lắp và Căn chỉnh (Alignment) – Bước quyết định độ chính xác
Nếu bước này sai, container sẽ bị lệch “khuôn”, xe nâng không thể gắp và không thể chồng tầng.
Gá gù/trụ mới: Đưa phụ tùng mới vào vị trí.
Căn chỉnh kích thước ISO (Quan trọng):
– Chiều rộng/dài: Đo khoảng cách tâm lỗ gù này sang tâm lỗ gù kia theo chiều rộng (2438mm) và chiều dài.
– Kiểm tra đường chéo (Diagonal Check): Đo đường chéo từ Gù trên bên trái xuống Gù dưới bên phải (và ngược lại) của mặt đầu (front) và mặt cửa (door). Hai đường chéo này (D1 và D2) phải bằng nhau hoặc sai số không quá 5mm (theo chuẩn IICL).
– Độ vuông góc: Dùng nivo hoặc thước vuông kiểm tra trụ góc phải vuông góc 90 độ với mặt đất và xà gồ.
– Hàn đính (Tack Weld): Sau khi các thông số đã chuẩn, thực hiện hàn đính 4 điểm để cố định tạm thời. Kiểm tra lại kích thước một lần nữa trước khi hàn chết.
Bước 5: Kỹ thuật Hàn chịu lực (Welding)
Hàn lót (Root Pass): Hàn lớp đầu tiên vào đáy rãnh chữ V để kết nối chân.
Hàn phủ (Filler/Cap Pass): Hàn các lớp tiếp theo để lấp đầy rãnh và tạo mũ mối hàn.
Nguyên tắc hàn:
– Nên hàn đối xứng hoặc hàn ngắt quãng để tránh nhiệt độ quá cao tập trung một chỗ gây co rút, làm cong trụ.
– Đặc biệt chú ý mối hàn liên kết giữa Gù và Trụ. Đây là điểm chịu ứng suất lớn nhất.
-
Hoàn Thiện (Finishing)
Sau khi mối hàn nguội tự nhiên (không dội nước làm nguội đột ngột gây giòn mối hàn):
– Mài phẳng: Đối với các mối hàn nằm trên mặt phẳng tiếp xúc với gù (nơi khóa gù twistlock hoạt động), cần mài phẳng để đảm bảo không bị cấn khi lắp ghép.
– Làm kín (Sealing): Bơm keo silicon hoặc mastic vào các khe hở tiếp giáp giữa trụ góc với vách tôn hoặc ván sàn để ngăn nước mưa xâm nhập.
Sơn bảo vệ:
Lớp 1: Sơn lót chống rỉ (Primer) giàu kẽm tại khu vực mới hàn.
Lớp 2: Sơn phủ (Topcoat) đúng mã màu của container để đảm bảo thẩm mỹ.
-
Các lỗi thường gặp cần tránh (Common Mistakes)
Trong quá trình sửa chữa, thợ kỹ thuật non tay thường mắc các lỗi sau:
– Lắp sai loại Gù: Lắp Gù Top xuống Bottom hoặc Gù Left sang Right. Hậu quả là lỗ khóa bị ngược, xe cẩu không thể gắp container.
– Quên kiểm tra đường chéo: Container nhìn bằng mắt thường có vẻ vuông vức, nhưng thực tế bị vặn vỏ đỗ (parallelogram distortion). Điều này khiến container bị loại ngay lập tức khi kiểm định IICL.
– Không che chắn sàn gỗ: Tia lửa hàn rơi vào sàn gỗ dính dầu mỡ gây cháy âm ỉ, rất nguy hiểm.
– Mối hàn không ngấu: Chỉ “đắp” bên ngoài mà không vát mép (V-groove). Khi cẩu container có tải nặng, mối hàn này sẽ bị nứt toác ngay lập tức.
Xem thêm >>> phu tung container | dich vu sua container
Bài viết liên quan
- T6, 06 / 2026
Container cũ thanh lý hiện có giá phổ biến từ 25–43 triệu đồng cho loại 20 feet và khoảng 28–75 triệu đồng cho loại 40 feet, tùy tình trạng vỏ, loại container (kho hay văn phòng) và thời điểm hãng tàu xả hàng. Mức này chỉ bằng khoảng một phần ba giá container đóng mới, […]
- T6, 05 / 2026
Khi nào cần sửa container? Tiêu chuẩn “Cargo Worthy” bạn nhất định phải biết Một chiếc container cũ không chỉ là vấn đề thẩm mỹ mà còn là nguy cơ tiềm ẩn cho khối hàng hóa trị giá hàng tỷ đồng bên trong. Vậy đâu là ranh giới giữa một vết xước ngoài da vô […]

- T5, 05 / 2026
Container Cũ Có Cần Kiểm Định Không? Kiểm Định Theo Tiêu Chuẩn CSC Thị trường mua bán và sử dụng container cũ tại Việt Nam và các nước trong khu vực đang diễn ra vô cùng sôi động, phục vụ cho đa dạng mục đích từ vận tải logistics đến hoán cải làm kho bãi. […]

- T5, 04 / 2026
Bản Lề Cửa Container Và Cách Chọn Đúng Tiêu Chuẩn ISO Trong ngành logistics và vận tải biển, bản lề cửa container (Container Door Hinge) đóng vai trò là “khớp nối sinh tử” đảm bảo an toàn cho hàng hóa trị giá hàng tỷ đồng. Việc hiểu rõ các loại bản lề và tiêu chuẩn […]

- T4, 04 / 2026
Container Khô, Container Lạnh Và Container Văn Phòng Trong ngành logistics và xây dựng, container không chỉ đơn thuần là những khối hộp bằng thép. Tùy vào mục đích sử dụng—từ vận tải hàng bách hóa, bảo quản thực phẩm đến thiết kế không gian làm việc—mà mỗi loại container lại có quy chuẩn xây […]

- T4, 04 / 2026
Phụ tùng container gồm những gì? Danh sách đầy đủ từ A–Z Trong ngành vận tải biển và logistics, container được ví như “những chiếc hộp thép không thể phá hủy”. Tuy nhiên, dưới tác động khắc nghiệt của môi trường biển và tần suất bốc xếp liên tục, việc hư hỏng là không tránh […]

- T6, 03 / 2026
Sửa Container Để Đảm Bảo Đủ Điều Kiện Vận Chuyển. Trong chuỗi cung ứng toàn cầu, container không chỉ là “cái thùng sắt” mà là lớp vỏ bảo vệ tài sản hàng tỷ đồng. Việc lơ là các dấu hiệu hư hỏng nhỏ có thể dẫn đến hậu quả lớn: hàng hóa bị ẩm mốc, […]

- T4, 02 / 2026
Phí sửa chữa container phụ thuộc vào yếu tố nào? Trong ngành vận tải và logistics, container không chỉ là cái thùng sắt mà là tài sản bảo vệ hàng hóa giá trị cao. Khi vỏ container bị hư hỏng, câu hỏi đầu tiên của các chủ xe, chủ hàng luôn là: “Hết bao nhiêu […]

- T5, 02 / 2026
Những lỗi thường gặp ở container thanh lý và cách kiểm tra nhanh Nhận diện các lỗi phổ biến trên container thanh lý Container thanh lý thường được chia làm nhiều loại (loại A, B, C) dựa trên tình trạng vỏ. Dưới đây là những lỗi hệ trọng bạn cần lưu ý: Lỗi kết cấu […]

- T5, 02 / 2026
Sửa container có ảnh hưởng đến đăng kiểm không? Hiểu về đăng kiểm container: Tấm biển CSC và Tiêu chuẩn IICL Để biết việc sửa chữa có ảnh hưởng đến đăng kiểm hay không, trước hết cần hiểu các “thước đo” an toàn trong ngành: – Tấm biển CSC (Convention for Safe Containers): Đây được […]

- T4, 01 / 2026
Chọn phụ tùng container chất lượng tiêu chuẩn và cảnh báo hàng giả Tiêu chuẩn quốc tế: Thước đo chất lượng của phụ tùng container Một phụ tùng container “xịn” không được đánh giá bằng cảm quan cá nhân mà phải dựa trên các hệ thống tiêu chuẩn khắt khe của ngành hàng hải […]

- T4, 01 / 2026
Lỗi Thường Gặp Trên Container Lạnh (Reefer) Và Cách Xử Lý Trong chuỗi cung ứng lạnh, container lạnh (reefer) đóng vai trò như một kho bảo quản di động. Tuy nhiên, việc vận hành thiết bị phức tạp này không tránh khỏi những sự cố kỹ thuật. Một sai sót nhỏ về nhiệt độ cũng […]